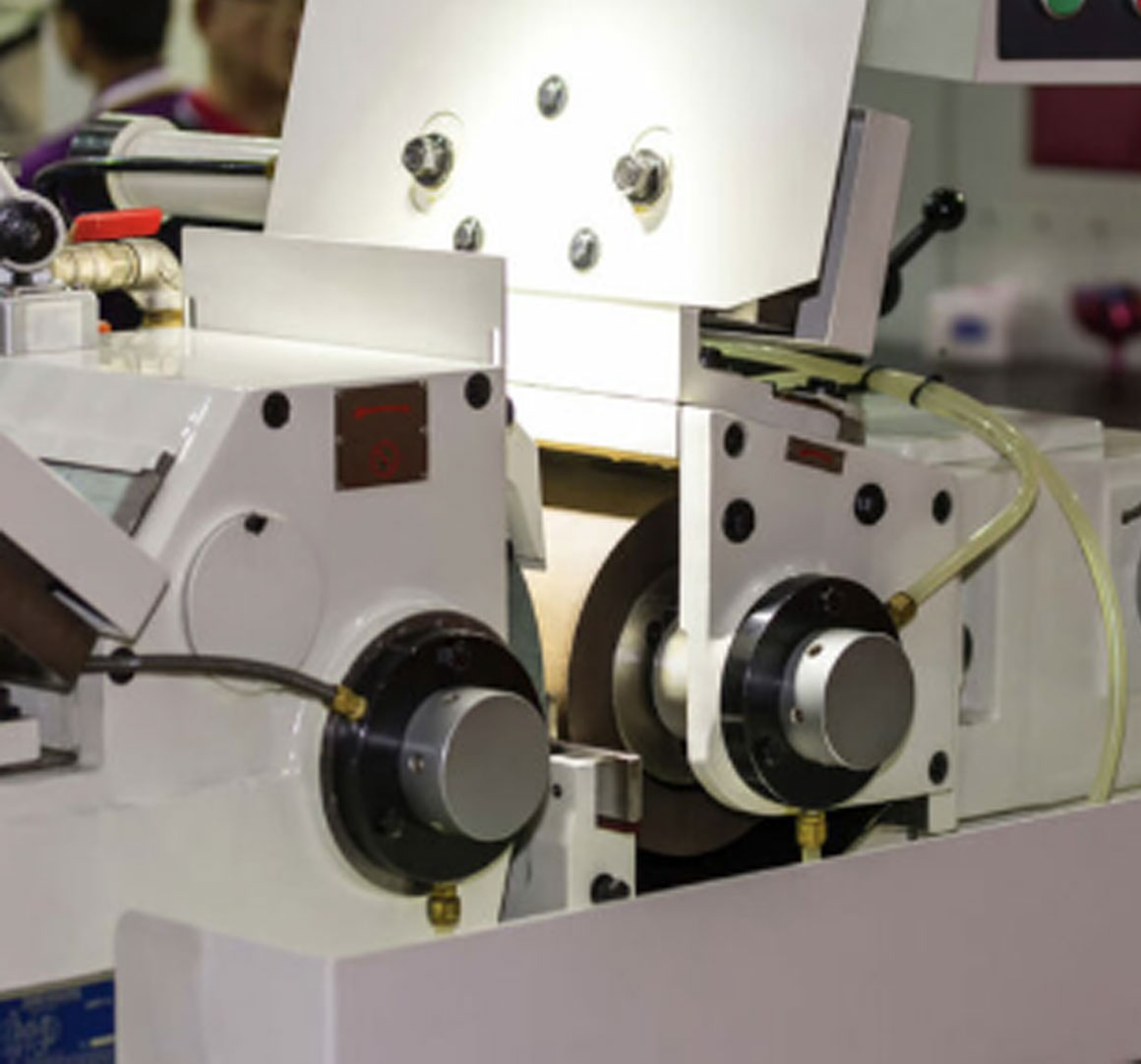
Centerless Through-feed Grinder
Centerless through feed grinders are an economical choice for a high-volume part requiring a uniform ground OD. Our grinders have the process technology to 100% measures the ground OD and compensates the process to maintain capability.
General Tolerances
- OD: +/- 0.005 mm
- Roundness: 0.005 mm
- Finish: 0.4 Ra
Components such as shafts and spools are ideal for centerless through-feed grinder. Medium and high-volume production are possible.

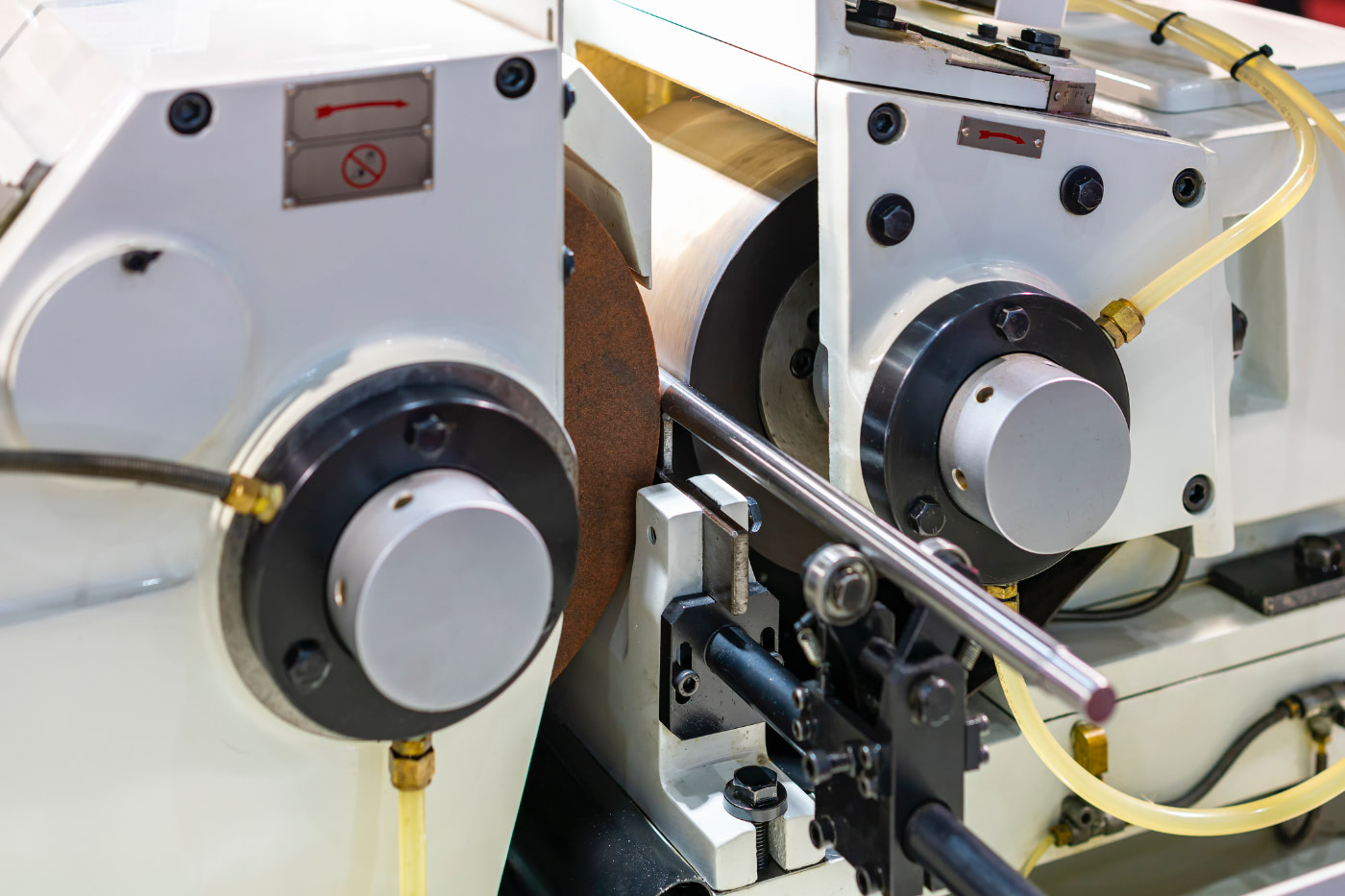
Centerless In-feed Grinder
In-feed Centerless grinders are used for more complex OD geometries not suit for centerless grinders or require more than one OD size to be ground. Grinding wheel packages can be developed to meet the robust requirements.
General Tolerances
|
Components such as Injector needles, spools and complex shafts are ideal for through feed grinder. This process is scalable and suitable for a full range of production volumes.

Cylindrical / Profile Grinders
Cylindrical and profile grinder uses centers or a chuck to hold the part during the grinding process. Features such as complex OD and component faces are possible grinder.
Component sizes
|
General Tolerances
|
Components such as shafts with work and or pinion gears. Processes are scalable to be economical at different volumes.

Double Disk Grinder
Double disk grinding can achieve a tight tolerance for surface finish, flatness, and parallelism by using two opposing abrasive wheels that grinds both sides of a work piece at the same time.
General Tolerances
|
This is the ideal process for spacers and shims. The process can be autoloaded and is suitable for high volume production.
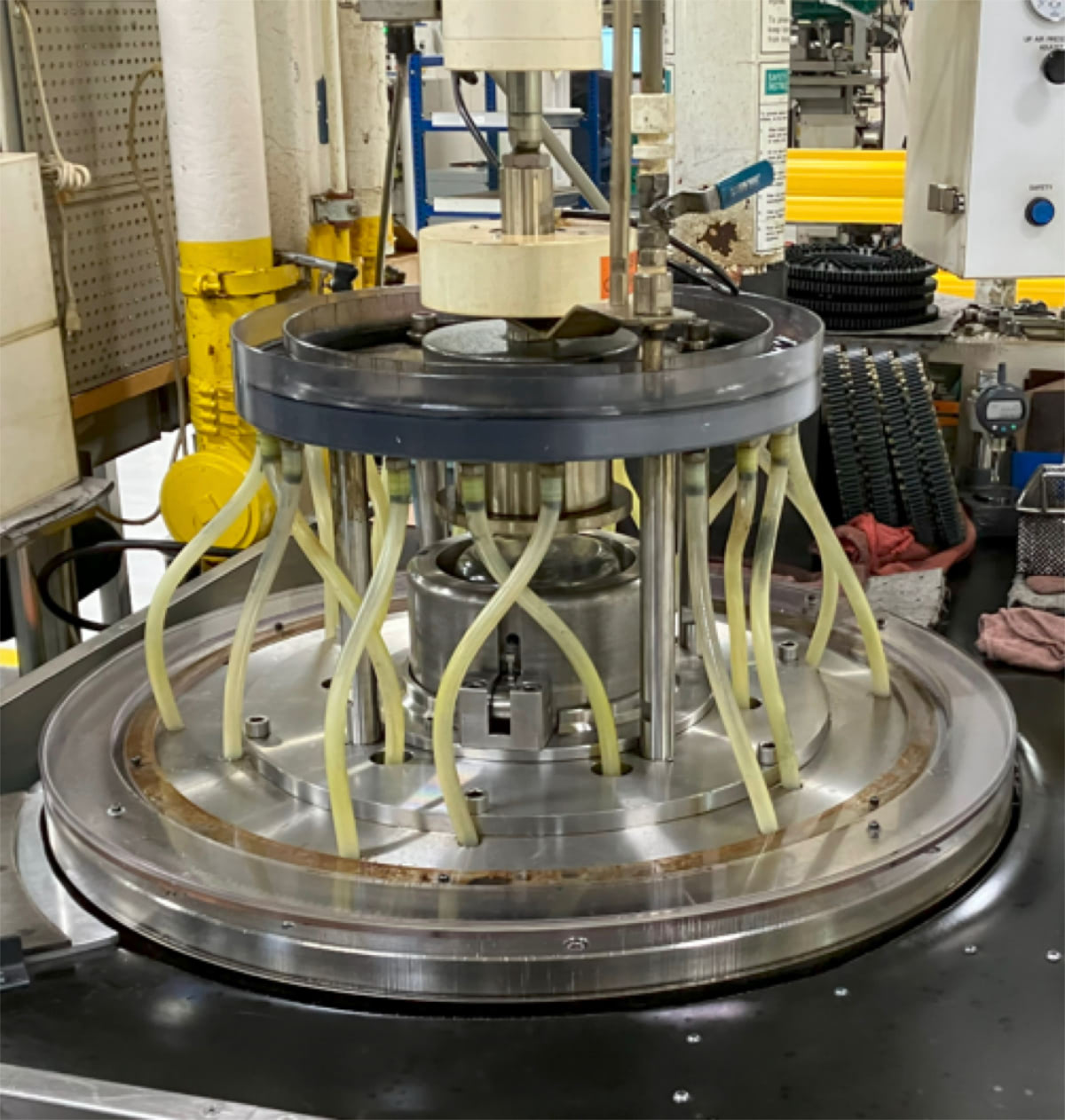
Lapping
When extremely tight tolerance for flatness, surface finish, and dimensional accuracy, lapping can be used. The lapping process consists of using an abrasive paste or slurry, with a rotating lapping plate,
General Tolerances
|
Lapping is a batch process that is scalable. Labor costs depends on batch size.
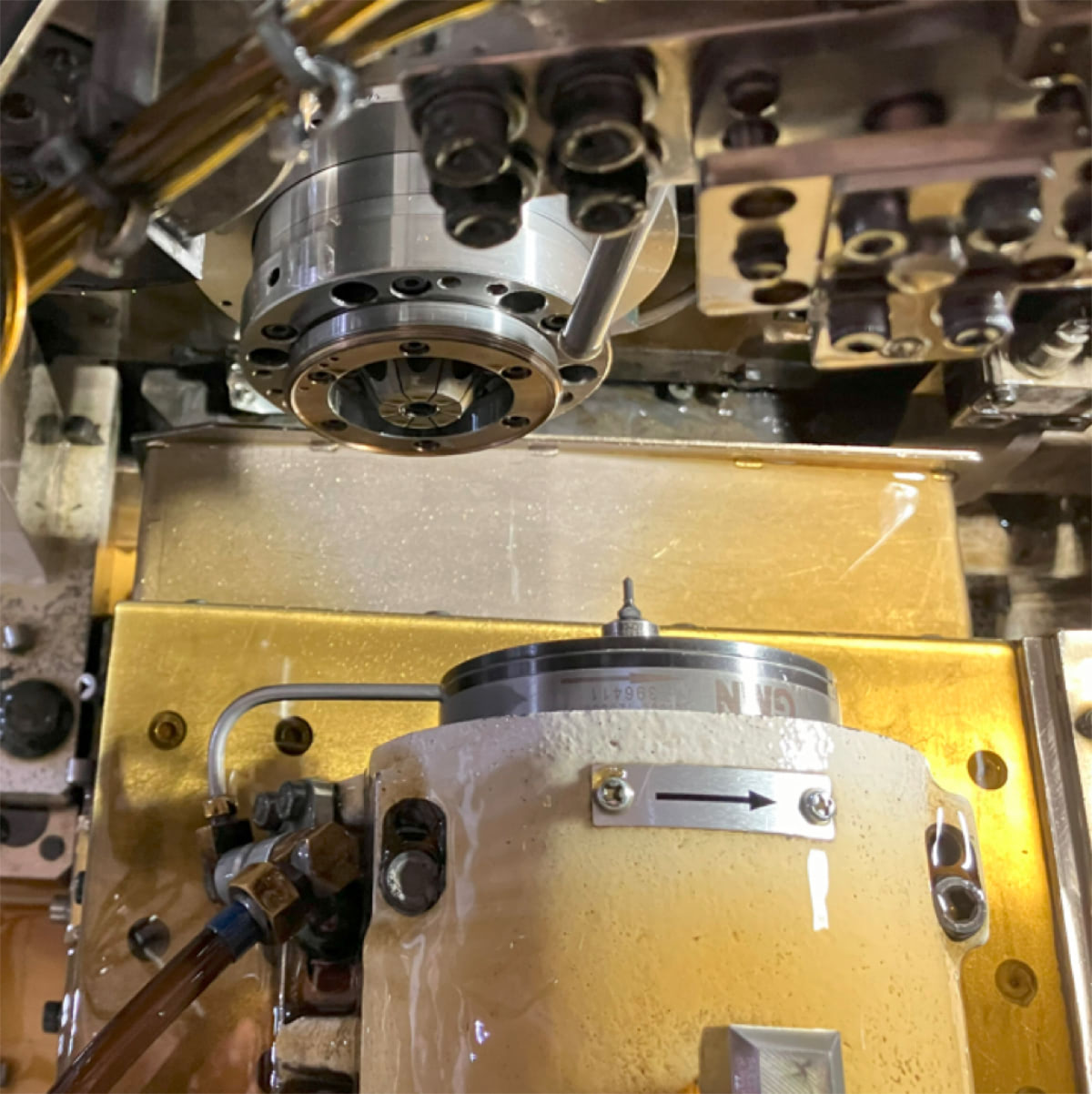
ID Grinder
ID Grinding is used for precision finishing of components internal surfaces. Precision grinding features such as internal bearing surfaces, bore ID, and valve seats. The grinder holds the work piece perpendicular to the grinding wheel which is feed into the work piece is an osculating pattern.
General Tolerances
|
Tighter tolerance can be achieved depending on datums and designs. Ideal for high volume of larger parts. The variety of station tool also allow for components with high feature counts.

Super-Finishing
Super-finishing is a grinding process with the work piece and a fine abrasive wheel both turning on spindles. With the grinding wheel and work piece rotating in opposite directions a cross-hatch pattern finish can be produced. This process can produce a very tight surface finish, and flatness tolerance.
General Tolerances
|
Fuel system components and valve seats are components that can require super-finishing. This process can be auto-loaded and is scalable to meet production requirements.